أنابيب الفولاذ عالي المقاومة والملحومة بالليزر (لشاصي سيارات الطاقة الجديدة والمكونات الهيكلية خفيفة الوزن)
Laser Welded High-Strength Steel Tubes
أنابيب الفولاذ عالي المتانة لشاسيه مركبات الطاقة الجديدة والمكونات الهيكلية خفيفة الوزن





تُستخدم الأنابيب الملحومة بالليزر على نطاق واسع في تطبيقات التشكيل بالدرفلة للفولاذ عالي المتانة بضغط لا يقل عن800 ميجاباسكال وتطبيقات اللحام عالي السرعة وتتميز بـ:
- أدنى حد من التشوه ودقة عالية
ينتج عن اللحام بالليزر للفولاذ عالي المتانة تشوه ضئيل للغاية في اللحام، مما يضمن دقة أبعاد عالية، ويقدم جودة لحام مستقرة، كما يوفر قوة وصلات عالية، ويقلل من استهلاك الطاقة، ويلغي الحاجة إلى المعالجة الحرارية بعد اللحام. - خفة الوزن وأداء أعلى لشاسيه مركبات الطاقة الجديدة
عند تطبيقها على شاسيه مركبات الطاقة الجديدة (NEV)، يمكن لأنابيب الفولاذ عالي المتانة الملحومة بالليزر تحقيق خفض في الوزن بنسبة 10 بالمائة إلى 30 بالمائة، مع تحسين القوة والصلابة وأداء الكلال بنسبة 30 إلى 50 بالمائة. - طلب متزايد مع تطور مركبات الطاقة الجديدة
مع استمرار توسع الطلب العالمي على مركبات الطاقة الجديدة، سيتزايد الطلب على أنابيب الفولاذ عالي المتانة الملحومة بالليزر بشكل متوازٍ ومستمر.
متطلبات الفحص
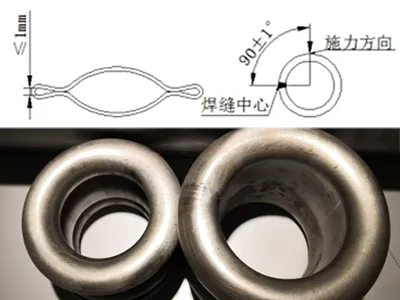
اختبارات الأداء: التسطيح والتشكيل الجانبي
- المعيار القياسي: يجب أن تكون المسافة بين لوحي الضغط بعد التسطيح < 2T + 1 mm حيث أن T هي سماكة الجدار.
- متطلبات المعيار الوطني: المسافة بين اللوحين = 1/3 القطر الخارجي للأنبوب.
- شرط القبول: تحت كلا المعيارين، يجب ألا يظهر في درزة اللحام أي شقوق أو تمزقات أو فشل في اللحام لاعتبار العينة مطابقة للمواصفات.
- يتم أخذ عينة بطول 200 إلى300 مم وإجراء اختبار (توسيع الأطراف/ الفوهة) بزاوية 180 درجة باستخدام قالب خاص.
- شرط القبول: عدم حدوث أي تمزق أو تشقق عند درزة اللحام أثناء عملية التشكيل الخارجي لجدار الأنبوب.
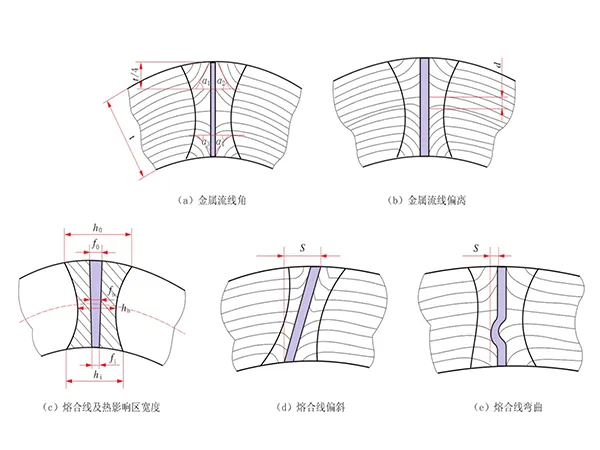
الاختبار الميتالورجي: خط الانصهار
- معيار شركة نيبون ستيل (اليابان): يتراوح عرض الخط بين 0.02 إلى0.20 مم.
- المعيار الألماني: يتراوح عرض الخط بين 0.02 إلى0.12 مم.
- معيار PSP (كوريا): يتراوح عرض الخط بين 0.05 إلى0.30 مم.
- معيار الضبط لدينا: يتم التحكم في عرض خط الانصهار لمنطقة اللحام ضمن نطاق 0.02 إلى 0.11 مم، مع الفحص تحت مجهر بقوة تكبير 100 ضعف.
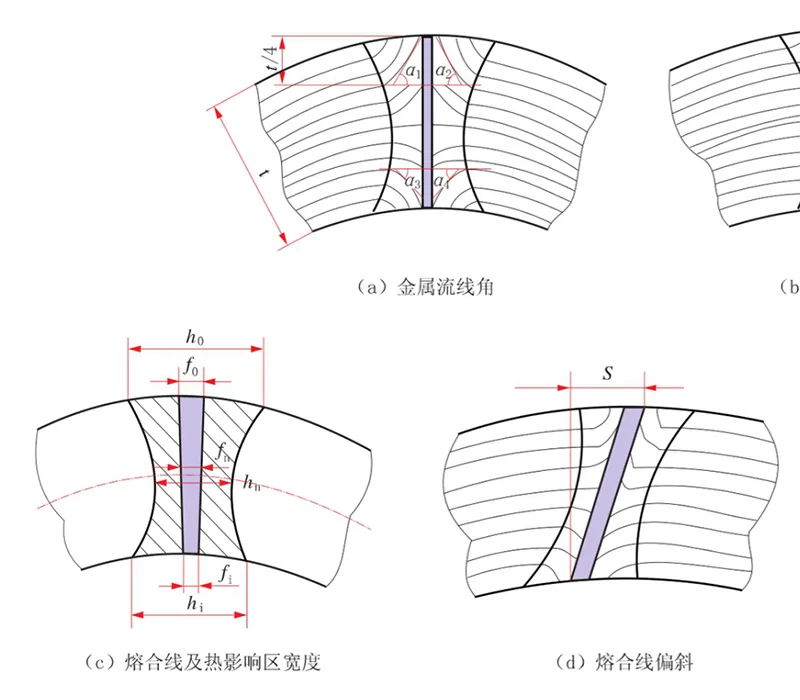
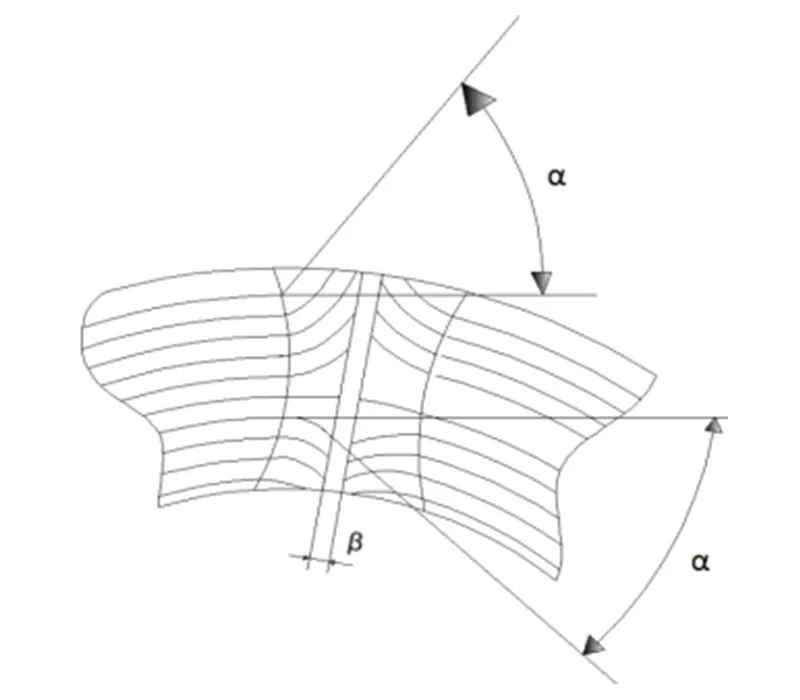
الاختبار الميتالورجي: زاوية خطوط الانسياب
- متطلبات شركة نيبون ستيل (اليابان): تتراوح الزاوية بين 40° إلى70°
- المتطلبات الألمانية: الجدار الداخلي 60°، الجدار الخارجي 65° (مع تفاوت مسموح لا يتجاوز 10 درجات)
- معيار ضبط الشركة: يتم التحكم في زاوية خطوط الانسياب عند منطقة اللحام ضمن نطاق 50° إلى70°