





ماكينة القطع بالليزر ثلاثية الأبعاد بـ 16 محوراً ومحطتي عمل (لزيادة الكفاءة الإنتاجية)
Double-Station 3D Laser Cutting Machine
نظام روبوتي للقطع بالليزر ثلاثي الأبعاد: يتكون من رأسي قطع ليزر بـ 6 محاور وأربعة محاور دوارة
تم تصميم نظام القطع بالليزر ثلاثي الأبعاد بـ 16 محوراً ومحطتي عمل لتحقيق معالجة فائقة الدقة للمكونات المعدنية المعقدة، بما في ذلك الأنابيب غير المنتظمة، وهياكل السيارات، وأجزاء الفولاذ المشكّل حرارياً، والقطاعات المعدنية ذات الأشكال الهندسية الخاصة. وبفضل نظام الحركة المتزامن متعدد المحاور ووجود رأسي قطع ليزر مستقلين، تتيح الماكينة معالجة قطع مختلفة في آن واحد، مما يرفع كفاءة التشغيل إلى أقصى حدودها دون أدنى مساومة على معايير الدقة. كما تضمن واجهة التحكم البديهية ومكتبة بارامترات القطع المتطورة سهولة تامة في ضبط وتعديل مسارات القطع، بينما يساهم التصميم الهندسي القائم على المحطة المزدوجة وتعدد المحاور في إحداث طفرة حقيقية في إجمالي القدرة الإنتاجية.
| الخواص | ||||||||||||||||
| مدى الحركة الاستراتيجي | 2950 mm | 2950 mm | 1380 mm | 1380 mm | 730 mm | 730 mm | ±180° | ±180° | ±180 | ±180° | ±135 | ±135° | NX360° | NX360° | ±10 mm | ±10 mm |
| السرعة القصوى | 120 م/ دقيقة |
120 م/ دقيقة |
80 م/ دقيقة |
80 م/ دقيقة |
120 م/ دقيقة |
120 م/ دقيقة |
120 دورة/ دقيقة |
120 دورة/ دقيقة |
120 دورة/ دقيقة |
120 دورة/ دقيقة |
120 دورة/ دقيقة |
120 دورة/ دقيقة |
120 دورة/ دقيقة |
120 دورة/ دقيقة |
20 م/ دقيقة |
20 م/ دقيقة |
| التسارع الأقصى | 10 م/ث² |
10 م/ث² |
10 م/ث² |
10 م/ث² |
10 م/ث² |
10 م/ث² |
25 راد/ث² |
25 راد/ث² |
25 راد/ث² |
25 راد/ث² |
125 راد/ث² |
125 راد/ث² |
125 راد/ث² |
125 راد/ث² |
10 م/ث² |
10 م/ث² |
| دقة تكرار التموضع | ±0.025 mm | ±0.025 mm | ±0.015 mm | ±0.015 mm | ±0.015 mm | ±0.015 mm | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.01° | ±0.025 mm | ±0.025 mm |
| قدرة المحرك | 5 كيلو وات |
5 كيلو وات |
5.5 كيلو وات |
5.5 كيلو وات |
5.5 كيلو وات |
5.5 كيلو وات |
0.62 كيلو وات |
0.62 كيلو وات |
0.62 كيلو وات |
0.62 كيلو وات |
0.37 كيلو وات |
0.37 كيلو وات |
0.75 كيلو وات |
0.75 كيلو وات |
0.2 كيلو وات |
0.2 كيلو وات |
| قدرة الليزر | 6000 وات | |||||||||||||||
| أقصى حمل لأداة التثبيت | 100 كجم (ملاحظة: مركز ثقل المثبت يبعد 200 مم عن مركز المحور) | |||||||||||||||
| الأبعاد الكلية (الطول × العرض × الارتفاع) | 6800 × 4300 × 5200 مم | |||||||||||||||
| الوزن الكلي | 30 طن تقريباً | |||||||||||||||
تمثل معدات القطع بالليزر ثلاثي الأبعاد حجر الزاوية في المعالجة فائقة الدقة لمجموعة واسعة من المعادن الاستراتيجية، بما في ذلك الفولاذ الكربوني، والفولاذ المقاوم للصدأ، وسبائك التيتانيوم، وسبائك الألومنيوم. وتمتد الهيمنة التقنية لهذه الحلول لتشمل أعقد القطاعات الصناعية وأكثرها حيوية، ومن أبرزها: أولاً، صناعة السيارات (معالجة الهياكل المعقدة وأجزاء الأمان عالية الصلابة)، ثانياً، صناعات الطيران والفضاء (تصنيع المكونات الهيكلية التي تتطلب تفاوتات دقيقة للغاية ومقاومة عالية)، ثالثاً، مركبات السكك الحديدية (إنتاج الأجزاء الضخمة والدقيقة لأنظمة النقل السريع)، رابعاً، الأجهزة الطبية (تشكيل المكونات الحساسة التي تتطلب جودة سطحية فائقة)، خامساً، تشكيل وتصنيع المعادن (تقديم حلول مرنة وسريعة لتصنيع النماذج الأولية والإنتاج الكمي للقطاعات المعدنية المبتكرة).

الأجزاء الأنبوبية غير المنتظمة
مكونات شاسيه السيارات، هياكل الدراجات النارية، أنظمة عادم السيارات، ومعدات اللياقة البدنية.

أجزاء الهياكل والأغطية المشكلة بالمكابس
ألواح هيكل السيارة، عينات القوالب، كبائن المركبات، ومكونات مركبات الطاقة الجديدة.

مكونات الفولاذ المشكل حرارياً
العوارض العرضية للسقف، هياكل الجزء السفلي، ألواح التدعيم الجانبية (القوائم A وB وC)، وألواح الحواجز الأمامية.

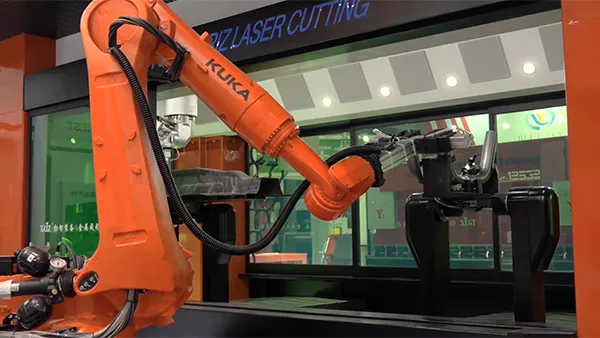
المعالجة المستقلة بالمسار المزدوج
تعتمد معظم أنظمة الليزر ثلاثية الأبعاد خماسية المحاور على رأس قطع واحد، مما يتطلب غالباً إعادة تثبيت الأنابيب غير المنتظمة لإتمام عملية القطع، وهذا المناولة الإضافية قد تؤثر على الدقة. أما وجود رأسي قطع مستقلين، مدمجين مع تشكيلة الـ 16 محوراً وأربعة محاور دوارة خارجية، فيسمح بمعالجة الأجزاء المعقدة في عملية ضبط واحدة. ومن خلال إتمام عملية القطع في إعداد واحد، يتم تقليل أخطاء التموضع وتظل دقة القطع مستقرة ومتسقة.

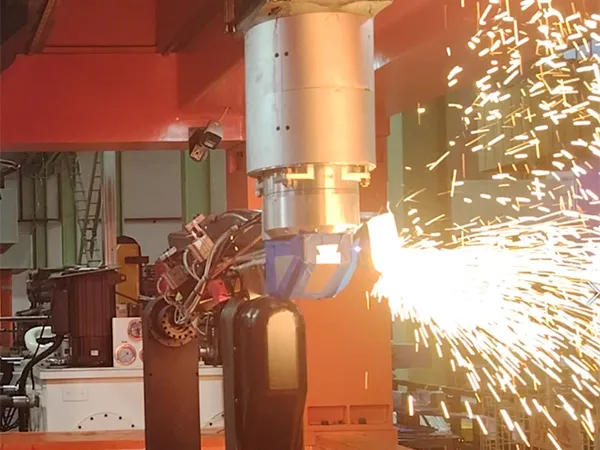
التحكم المزدوج فائق السرعة في تتبع المسار
أثناء عملية القطع بالليزر، يجب أن تظل المسافة بين رأس القطع وسطح المادة ثابتة تماماً، فإذا تغير ارتفاع السطح، يتعين على رأس القطع التحرك بالتوافق مع هذا التغير، وإلا تأثرت جودة القطع. كما يعتمد هذا النظام على تقنية فانو (FANUC) للتحكم عالي السرعة في التتبع (HSP)، والتي تسمح لرؤوس القطع بتعديل وضعيتها لحظياً مع أي تغير في السطح، مما يضمن استقرار فجوة القطع طوال العملية.
البرمجة عالية الكفاءة
- يتم تمثيل مركز القطع بالليزر والوضعية الفعلية لقطعة العمل في البرمجيات بنسبة محاكاة متطابقة (1:1). كما يتيح ذلك البدء في البرمجة والاختبار في وقت مبكر، دون الحاجة لانتظار اكتمال تصنيع المثبتات أو المرور بعملية تحديد الموضع ثلاثية النقاط المستهلكة للوقت أثناء الإعداد.
- دمج ميزة التحسين الآلي الكامل للمسار ضمن عملية البرمجة خماسية المحاور، مما يساهم في معالجة مخاطر التصادم وقيود حدود المحاور، مع تقليل تعقيد البرمجة ورفع كفاءة الأداء بشكل ملحوظ.
- توليد أحجام المسح الفراغي عبر محاكاة الحركة، مما يتيح تسجيل حركة رأس القطع والمثبتات والمكونات ذات الصلة. ويسهل ذلك تحديد مناطق التداخل، مما يدعم تصميم مثبتات تتوافق بشكل مثالي مع حيز العمل الفعلي المطلوب لعمليات التشغيل.
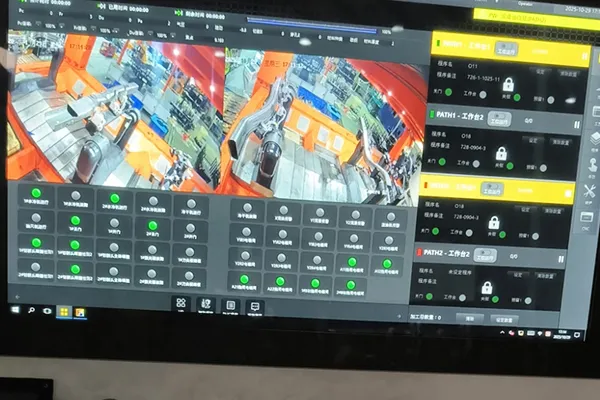
إعدادات معالجة المسار المزدوج المستقل
يتيح التحكم ثنائي القناة ضبط كل مسار قطع بشكل مستقل، مع توفر ما يصل إلى 30 مجموعة من المعايير لكل قناة، مما يجعل تعديلات العملية أكثر بساطة عند تغير ظروف التشغيل. ويساعد التحكم في موجة الطاقة على تجنب ظهور النتوءات عند الزوايا وتقليل مخاطر ارتفاع درجة الحرارة، مما يحافظ على اتساق الجودة في الأشكال المعقدة. كما يمكن ضبط مستويات المعالجة من 1 إلى 10، حيث تركز المستويات الأعلى على الدقة، بينما تتيح المستويات الأدنى سرعات قطع أكبر. ويمكن أيضاً تطبيق مستويات معالجة مختلفة على نفس الأنبوب، مما يسمح بموازنة السرعة والدقة وفقاً لمتطلبات القطع المحددة.
المعالجة المؤتمتة بكفاءة المحطة المزدوجة
تضمن عمليات التحميل والتفريغ الروبوتية في المحطة المزدوجة استمرارية تشغيل النظام دون توقف، مما يقلل من التدخل اليدوي ويختصر زمن التحميل بشكل جذري.