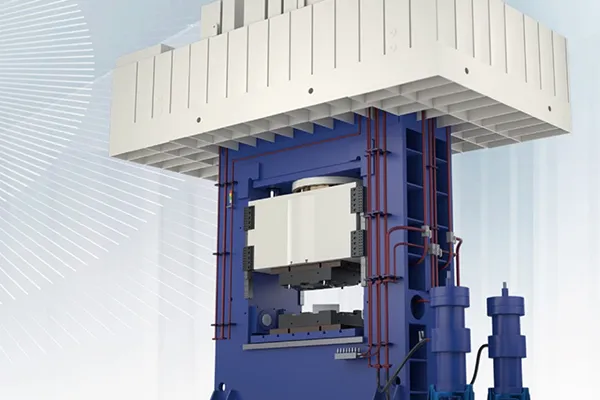
مكبس سي إن سي للتشكيل الهيدروليكي للأنابيب، 4000 طن
CNC Tube Hydroforming Press
معدات التشكيل الهيدروليكي الآلية بالضغط العالي تُستخدم في إنتاج مكونات السيارات المتطورة، والأجزاء المعدنية الأنبوبية لمختلف التطبيقات الصناعية الأخرى
تُستخدم هذه المكابس العملاقة في تصنيع الأجزاء الهيكلية الأنبوبية خفيفة الوزن وعالية المتانة، وبشكل أساسي في تطبيقات صناعة السيارات والقطاعات الصناعية الكبرى، حيث يرتكز تصميمها على تلبية متطلبات الإنتاج المعاصرة من حيث خفض الوزن، ورفع جودة الأجزاء المنتجة، وتحقيق أعلى معدلات الكفاءة. ومع توجه تكنولوجيا التشكيل الهيدروليكي نحو خطوط إنتاج أضخم وأكثر مرونة وأتمتة، يلعب نظام التحكم الدقيق في الضغط الفائق وأنظمة السيرفو هيدروليك دوراً محورياً في الأداء العام للماكينة. كما تجدر الإشارة إلى أن الميزات الرئيسية لمكابس التشكيل الهيدروليكي للأنابيب (CNC) تشمل على ما يلي:


- قدرات الضغط الفائق
كل مكبس تشكيل هيدروليكي مزود بأسطوانتي مضاعفة ضغط، مما يسمح للضغط الداخلي بالوصول إلى 400 ميجا باسكال. وهذا المستوى الاستثنائي من الضغط يمكن الماكينة من تشكيل الأجزاء المعقدة ذات نسب التشوه الكبيرة والمواد ذات إجهاد الخضوع العالي. - تحكم دقيق في الضغط
يتم الحفاظ على استقرار الضغط عند أسطوانات مضاعفة الضغط بدقة تصل إلى ±0.5 ميجا باسكال، مما يلبي أدق متطلبات الجودة لعمليات التشكيل الهيدروليكي المتطورة. - تحكم في الإزاحة بمستوى الميكرون
تستطيع مستشعرات إزاحة الأسطوانات اكتشاف الحركة بدقة متناهية تصل إلى 0.001 مم. وأثناء التشغيل، يتم التحكم في دقة التموضع الفعلي للأسطوانات الجانبية ضمن نطاق ±0.1 مم، مما يدعم دقة تغذية المعدن أثناء عملية التشكيل. - تحكم سيرفو-هيدروليكي عالي الكفاءة
يتم تشغيل كل أسطوانة هيدروليكية بواسطة نظام تحكم سيرفو مستقل، بسرعات تصل إلى 110 مم/ثانية. وبالمقارنة مع أنظمة التحكم بصمامات السيرفو التقليدية، يتميز نظام السيرفو-هيدروليك باستجابة أسرع وكفاءة تشغيلية أعلى مع الحفاظ على تكلفة اقتصادية متقاربة.
| البند | وحدة القياس | القيمة | ملاحظات | |
| القدرة الاسمية المصممة | كيلو نيوتن | 40000 | ||
| قوة الارتداد | كيلو نيوتن | ≥1600 | ||
| ضغط النظام الهيدروليكي | ميجاباسكال | 25 | ||
| قوة الأسطوانة الجانبية | كيلو نيوتن | 2500×4 | أسطوانتان لكل جانب (يساراً ويميناً) | |
| شوط الأسطوانة الرئيسية | مم | 600 | ||
| شوط الأسطوانة الجانبية | مم | 180 | ||
| أقصى ارتفاع لفتحة المكبس | مم | 1350 | ||
| دقة التحكم في كبس الأسطوانة الرئيسية والتغذية البطيئة للأسطوانة الجانبية | مم | ±0.05 | دقة تحليل الإزاحة: 0.01 مم، مع ضمان الدقة عبر برنامج التحكم الخاص بالمستخدم | |
| المسافة بين مركزي الأسطوانتين الجانبيتين | مم | 830 | ||
| قدرة المحرك الرئيسية | كيلو وات | 2×75 / 4×63.5 | مضخات ترسية مزدوجة، محركات سيرفو | |
| أبعاد طاولة العمل | من اليسار إلى اليمين | مم | 2700 | المسافة بين وجهي الأسطوانتين الجانبيتين (اليسرى واليمنى): 2700 مم |
| من الأمام إلى الخلف | مم | 1800 | ||
| سرعة إغلاق القالب | اقتراب سريع | مم/ ثانية | 300 تقريباً | بدون حمل |
| اقتراب بطيء | مم/ ثانية | 28 | بدون حمل، شوط 15 مم | |
| سرعة المعالجة | مم/ ثانية | 14 | أثناء غلق القالب | |
| سرعة الارتداد (العودة) | مم/ ثانية | 220 تقريباً | ||
| سرعة الأسطوانة الجانبية | اقتراب سريع | مم/ ثانية | 100 | بدون حمل |
| اقتراب بطيء | مم/ ثانية | 29 | تحت الحمل: 25 ميجا باسكال، شوط 80 مم | |
| سرعة المعالجة | مم/ ثانية | 90 | بدون حمل | |
| سرعة أسطوانة مضاعفة الضغط | اقتراب سريع | مم/ ثانية | 49 | بدون حمل |
| اقتراب بطيء | مم/ ثانية | 30 | تحت الحمل: 25 ميجا باسكال، شوط 400 مم | |

استهلاك الطاقة
يتم استخدام محركات السيرفو في جميع أجزاء مكبس التشكيل الهيدروليكي المبرمج (CNC)، مما يؤدي إلى خفض استهلاك الطاقة وتقليل ضوضاء التشغيل.

كفاءة التكلفة
إن الإنتاج المؤتمت (بدون تدخل بشري) مع دمج خطوات المعالجة يؤدي إلى تحسين استغلال المواد الخام ويساعد في التحكم في إجمالي تكاليف الإنتاج.

كفاءة الإنتاج
يستخدم مكبس التشكيل الهيدروليكي نظام القوالب المزدوجة، مما يتيح إنتاج قطعتين في كل دورة عمل لزيادة كفاءة الإنتاج

التحكم الذكي
يتم استخدام نظام تحكم سيرفو يعتمد على ناقل البيانات (Beckhoff EtherCAT bus)، مما يوفر اتصالات فائقة السرعة ومعالجة بيانات فعالة طوال عملية الإنتاج.

التحكم الدقيق
يتم تطبيق نظام سيرفو-هيدروليكي عالي الدقة، حيث يتم الحفاظ على دقة التحكم في حدود ±0.1 مم لضمان نتائج تشكيل مستقرة ومتسقة.
- دقة تغذية المواد
دقة إزاحة التغذية: 0.01 مم
دقة شوط التشكيل (حركة التشكيل): 0.02 مم - دقة التحكم في الضغط الداخلي
فرق التزامن الزمني بين الضغط الداخلي وتغذية المادة: 0.002 ثانية - دقة الثقب داخل القالب
زمن الاستجابة بين محاور الثقب والضغط والتغذية: 0.002 ثانية
دقة قطر الثقب: أقل من أو يساوي 0.2 مم
دقة موضع الثقب: أقل من أو يساوي 0.4 مم - دقة تشكيل القطع النهائية
تفاوت المقطع الجانبي: أقل من أو يساوي 0.4 مم
معدل ترقق الجدار: أقل من 15 بالمائة